
 Da
Da
Hjem / Nyheder / Blind nittemøtrikker: hvad de er, hvordan man installerer dem korrekt, og hvilken type man skal vælge



Vi byder dig velkommen til at kontakte os, stabil ikke kun din pålidelige leverandør, men også din turstworthy forretningspartner.
 +(86) -133 8863 9264
+(86) -133 8863 9264


Mar 25,2026
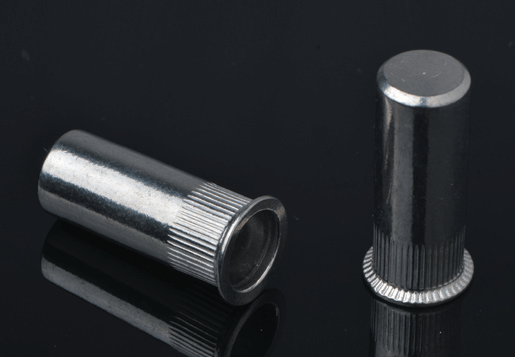
Blindnittemøtrikker - også kaldet rivnuts, gevindindsatser, blindgevindindsatser eller -møtrikker - er tyndvæggede cylindriske fastgørelseselementer med et indvendigt gevind, der kun er installeret i et forboret hul fra den ene side uden adgang til materialets bagside. Når de er installeret, giver de et stærkt, permanent gevindforbindelsespunkt i materialer, der er for tynde til at holde et nyttigt gevind alene, materialer, hvor bankning ikke ville give tilstrækkelig udtræksstyrke, eller samlinger, hvor bagsiden af panelet er fuldstændig utilgængelig efter fremstilling.
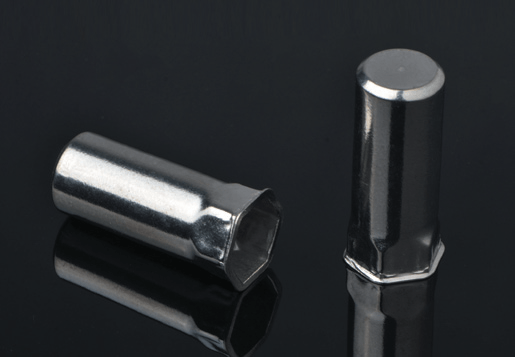
Installationsprincippet er ligetil, men mekanisk elegant: rivemøtrikken indsættes gennem hullet med dens gevindskårne krop fremad på den tilgængelige side. Et indstillingsværktøj går i indgreb med det indvendige gevind og trækker i skaftet, mens det holder flangen, hvilket får den ugevindede bageste del af kroppen til at kollapse og deformeres udad til en bule, der klemmer begge sider af materialet mellem bulen og flangen. Resultatet er en fastgjort, ikke-roterende gevindfastgørelse, der er permanent forankret i hullet. Den installerede rivnut kan derefter acceptere en standard bolt eller skrue fra den tilgængelige side, hvilket effektivt skaber en møtrik på et sted, hvor ingen møtrik ellers kunne holdes.
Den tekniske værdi af blinde nittemøtrikker er mest tydeligt i metalpladefremstilling, hvor tynde stål- og aluminiumspaneler har brug for sikre gevindforbindelser til dæksler, beslag, håndtag og udstyrsmontering uden svejsemøtrikker eller brug af møtrikker, der kræver adgang til begge sider. De er lige så værdifulde i kompositpaneler, hule profiler, plastikskabe og enhver struktur, hvor kombinationen af ensidig adgang og stærkt gevindindgreb ellers ville kræve et redesign. En velinstalleret blindnittemøtrik i 2 mm stålplade kan give udtræksbelastninger på 3.000–7.000 N og båndmomentmodstand på 4–25 N·m afhængigt af gevindstørrelsen og materialet – ydeevne, som svejsede møtrikker kan opnå, men som intet konventionelt gevind i tynd plade kan nærme sig.
Blindnittemøtrikker er fremstillet i flere hovedkonfigurationer og kropsprofiler, der påvirker, hvordan den installerede fastgørelsesanordning sidder i forhold til paneloverfladen, hvor meget drejningsmoment den kan modstå før spinning, og hvilket paneltykkelsesområde den kan rumme. At vælge den korrekte kropstype er lige så vigtig som at vælge det korrekte materiale og den korrekte gevindstørrelse - ved at bruge en fladhovedet rivenut, hvor et forsænket hoved er påkrævet, eller en glat kropsstil, hvor en riflet krop er nødvendig for at forhindre rotation, producerer en installation, der ikke opfylder designkravet, uanset hvor præcist den blev indstillet.
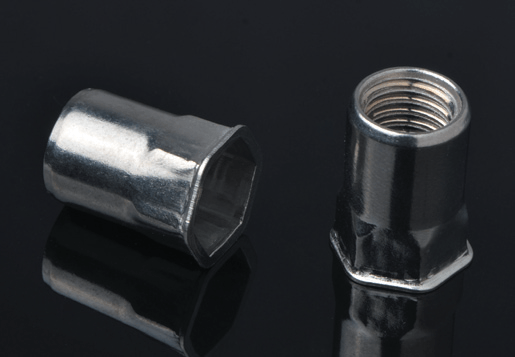
Det flade hoved (også kaldet en stor flange eller standardflange) er den mest almindelige rivnut-hovedstil. Flangediameteren er større end huldiameteren, idet den sidder stolt af paneloverfladen og ligger an mod den for at fordele spændebelastningen. Fladhovede rivmøtrikker bruges, hvor det installerede fastgørelseshoved ikke behøver at flugte med overfladen - på indersiden af kabinetter, på strukturelle beslag og i skjulte monteringsapplikationer. Den store flangediameter giver et godt lejeareal mod panelmaterialet, hvilket er vigtigt i blødere materialer som aluminiumsplade og plast, hvor en lille flange kan trække gennem hullet under høje boltebelastninger.
Forsænkede blindnittemøtrikker har en vinklet flange, der er designet til at flugte med eller under paneloverfladen, når de er installeret i et forsænket hul. Dette skaber en fuldstændig plan overflade efter installation, hvilket er essentielt i aerodynamiske overflader, glidemekanismer, dekorative paneler og enhver samling, hvor et fremspringende fastgørelseshoved ville være funktionelt eller æstetisk uacceptabelt. Den forsænkede vinkel er typisk 90° eller 120°, hvilket matcher standard forsænkede borgeometrier. Forsænkede rivnødder kræver en ekstra forsænkningsoperation på hullet før installation, hvilket tilføjer et procestrin, men den resulterende skylleinstallation er ofte den eneste acceptable løsning til applikationskravene.
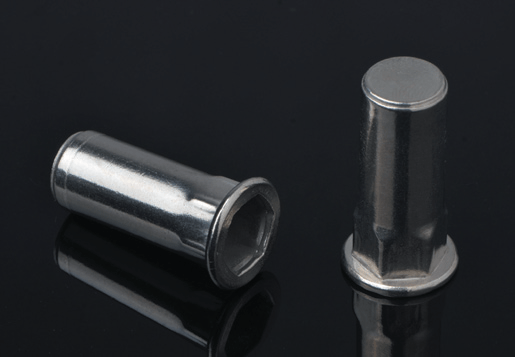
Blindnittemøtrikker med reduceret hoved har en mindre flangediameter end standard design med fladt hoved, hvilket tillader installation på steder, hvor pladsen mellem hullet og en tilstødende funktion er begrænset - nær panelkanter, tæt på svejsesømme eller i kanaler, hvor en flange i fuld størrelse ikke ville passe fysisk. Det reducerede lejeareal på den mindre flange betyder lavere gennemtrækskapacitet i bløde materialer, så varianter med reduceret hoved er bedst egnet til hårdere materialer som stålplade, hvor flangelejespændingen er lavere i forhold til materialets flydespænding. Nogle applikationer bruger også en riflet eller sekskantet ydre kropsprofil i kombination med reducerede hoveder for at forhindre rotation under drejningsmoment, hvilket kompenserer for det reducerede flangegreb med den mindre diameter.
Blindnittemøtrikker fremstilles i fire primære materialefamilier, der hver er egnet til forskellige basismaterialekombinationer, miljøpåvirkninger og belastningskrav. Valget af rivnut-materiale skal tage højde for ikke kun de mekaniske krav til samlingen, men også for galvanisk kompatibilitet med grundmaterialet - installation af en stål-rinut i et aluminiumspanel i et havmiljø skaber en galvanisk celle, der vil ødelægge det omgivende aluminium inden for måneder.
| Material | Udtræksstyrke | Korrosionsbestandighed | Kompatible forældrematerialer | Bedste applikationer |
|---|---|---|---|---|
| Stål (zinkbelagt) | Højest | Moderat (indendørs/tør) | Stål, jern, hård plast | Industrielle indhegninger, maskiner, køretøjer |
| Aluminium | Moderat | God (udendørs) | Aluminium sheet, thin composites | Luftfartspaneler, marinearmaturer, elbiler |
| Rustfrit stål (A2/A4) | Høj | Fremragende | Stål, rustfrit, aluminium (med isolator) | Marine, fødevareforarbejdning, udendørs udstyr |
| Messing | Moderat–High | Meget god | Plast, PCB, ikke-jernholdige paneler | Elektronikskabe, VVS-armaturer |
Stålrivnødder med galvanisk galvanisering er de mest udbredte og tilbyder de højeste absolutte udtræks- og drejningsmomentværdier, hvilket gør dem til standardvalget til strukturelle stålpladeapplikationer i beskyttede eller tørre indendørs miljøer. Forzinkningen giver moderat korrosionsbeskyttelse, der er tilstrækkelig til indendørs industrielt udstyr, men utilstrækkelig til langvarig udendørs- eller kysteksponering. Til udendørs applikationer på stålkonstruktioner giver rustfri stål A2 (304) eller A4 (316) rivmøtrikker den nødvendige korrosionsbestandighed - A4-kvalitet i kloridtunge marine miljøer, hvor A2 ville være i risiko for sprækkekorrosion under den installerede flange.
Aluminiumsrivnødder i aluminiums grundmateriale er det galvanisk ideelle valg til aluminiumskonstruktioner og -paneler. Deres lavere flydespænding sammenlignet med stål betyder, at de producerer en blødere bule ved installation, hvilket kan være gavnligt i tynde eller skrøbelige grundmaterialer, hvor installationskraften fra en stålmøtrik ville forvrænge hulzonen. Aluminiumsrivmøtrikker bør ikke anvendes, hvor spændebolten vil være en højstyrkestålfastgørelsesanordning, der er tilspændt til værdier, der overstiger gevindstrimlens drejningsmoment for den blødere aluminiumsindsats - i sådanne tilfælde kræves en stål- eller rustfrit stål-rivemøtrik, med passende galvaniske isoleringsforanstaltninger for aluminiumspanelet.
Blindnittemøtrikker fås i metriske gevindstørrelser fra M3 til M16 og i ensartede gevindstørrelser fra 6-32 UNC til 3/8-16 UNC, der dækker hele spektret af fastgørelsesstørrelser, der anvendes i let metalplade gennem middel strukturelle applikationer. Griberækken - rækken af grundmaterialetykkelser, som rivenut kan rumme - er lige så vigtig som gevindstørrelsen, fordi en rivnut installeret i materiale uden for dens grebsområde enten ikke vil danne en ordentlig bule (for tyk) eller over-deformere og splitte kroppen (for tynd).
Hver rivnut-model er designet til et specifikt grebsområde, der typisk spænder over 1,5-4 mm materialetykkelsesvariation inden for et enkelt varenummer. En rivemøtrik, der er specificeret til et grebsområde på 0,5–3,0 mm, vil installeres korrekt i ethvert metalplade eller panel inden for dette tykkelsesområde, og danner en konsistent bule, der giver fuld nominel spændebelastning. Installation af en 0,5-3,0 mm rivenut i 4 mm-materiale er en almindelig feltfejl, der producerer en installation, hvor kroppen ikke er deformeret nok til at gribe fat i materialets bagside - rivemøtrikken vil dreje eller trække sig ud under meget lave belastninger.
Standard rivmøtrikker med åben ende har et gennemgående gevind, der er åbent i både flangeenden og den udragende (blinde) ende. Dette tillader enhver længde af bolten at passere gennem den installerede indsats, men betyder også, at væsker, gasser og forurenende stoffer kan passere gennem nittemøtrikken i begge retninger. I applikationer, der kræver væske- eller trykforsegling på fastgørelsesstedet - tryksatte kabinetter, udendørs udstyr, væskeholdige paneler - skal lukkede rendemøtrikker med en forseglet blind ende specificeres. Lukkede designs har den samme ydre geometri og installationsmetode som åbne designs, men blokerer passagen af væske gennem indsatslegemet og bibeholder integriteten af enhver pakning eller tætningsmiddel ved samlingsgrænsefladen uden at kræve yderligere tætningsforanstaltninger ved fastgørelseshullet.
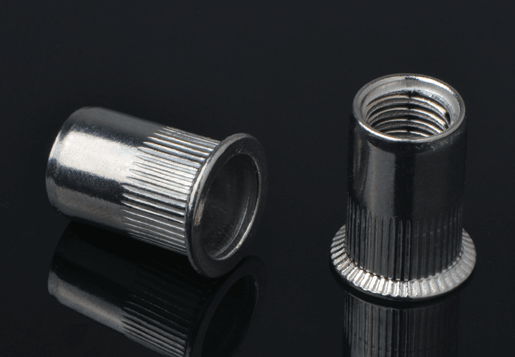
Standard blindnittemøtrikker med glat krop er afhængige af friktion mellem den deformerede kropsbule og panelmaterialet for at modstå rotation, når den tilhørende bolt spændes eller fjernes. I bløde materialer - tyndt aluminium, plastik og kompositpaneler - kan denne friktionsmodstand være utilstrækkelig, hvilket får møtrikken til at spinde i hullet i stedet for at tillade bolten at blive strammet eller fjernet. Riflede møtrikker har langsgående takker eller et riflet mønster på den ydre kropsoverflade, der skærer ind i hulvæggen under installationen, hvilket giver en positiv mekanisk anti-rotationslås uafhængig af klemfriktionen. Riflede rivmøtrikker er den korrekte specifikation til enhver applikation, hvor grundmaterialet er blødt nok til at tillade spinning under moderat drejningsmoment, eller hvor bolten ofte vil blive fjernet og geninstalleret i løbet af produktets levetid.

Korrekt installation af blindnittemøtrikker kræver et indstillingsværktøj, der kan anvende den præcise kombination af trækkraft og slag, der kræves for at danne bulen uden at over- eller undersætte kroppen. Brug af det forkerte værktøj - eller brug af det korrekte værktøj forkert - er den mest almindelige årsag til svage eller mislykkede rivnut-installationer. Værktøjsvalget afhænger af gevindstørrelsen, der installeres, produktionsvolumen og tilgængeligheden af installationsstedet.
Manuelle værktøj til indstilling af rivmøtrik bruger en saks eller håndtagsmekanisme med to håndtag til at generere trækkraften på dornets gevind, der danner bulen gennem mekanisk løftestang. De er billige, kræver ingen strømkilde og er velegnede til lejlighedsvis brug eller reparationsarbejde i marken på små gevindstørrelser - typisk M3 til M8. Begrænsningen ved manuelle værktøjer er operatørtræthed og inkonsistens i højvolumenproduktion, hvor installationskraften varierer mellem operatører og i løbet af et skift. For M10 og større størrelser overstiger den krævede trækkraft, hvad de fleste operatører pålideligt kan generere med et manuelt værktøj, hvilket gør pneumatisk eller batteridrevet værktøj nødvendigt.
Pneumatiske værktøj til indstilling af rivmøtrik bruger trykluft til at drive et stempel, der udøver den nødvendige trækkraft på gevinddornen, og vender derefter om for at frigøre dornen og skubbe sætindsatsen ud. De leverer en ensartet installationskraft uanset operatørtræthed eller variation, hvilket gør dem til standardvalget til produktionslinjebrug, hvor der installeres hundreder eller tusinder af rivnuts pr. skift. Pneumatiske værktøjer fås med justerbar trækkraft og slagindstilling, der kan kalibreres til specifikke møtrikstørrelser og materialer, hvilket sikrer ensartet installationskvalitet over hele produktionsforløbet. Hydrauliske værktøjer anvendes til de største størrelser (M12–M16), hvor pneumatisk tryk alene er utilstrækkeligt til at generere den nødvendige indstillingsbelastning på 15–25 kN.
Batteridrevne rivnut installationsværktøjer er vokset betydeligt i markedsandel, da lithium-ion batteriteknologi har gjort ledningsløse værktøjer kraftige nok til at installere M8-M12 rivnuts med konstant kraft og uden flyselskabets afhængighed af pneumatiske værktøjer. Trådløse værktøjer er ideelle til installationsarbejde på stedet, feltserviceoperationer og produktionsmiljøer, hvor trykluft ikke er tilgængelig, eller hvor værktøjsmobilitet er vigtig. Førende producenter, herunder Stanley Engineered Fastening (POP-mærket), Gesipa og Böllhoff tilbyder batteridrevne rivnut-værktøjer med drejningsmoment- og slagindstilling, der kan justeres gennem værktøjets grænseflade, hvilket giver en sammenlignelig installationskonsistens med pneumatiske værktøjer for størrelserne inden for deres kapacitetsområde.
En korrekt installeret blindnittemøtrik kræver præcis udførelse ved hvert trin - hulforberedelse, verifikation af valg af rivemøtrik, kalibrering af indstillingsværktøj og kontrol efter installation. Genveje på ethvert trin producerer samlinger, der svigter under deres nominelle belastningskapacitet, og fejltilstanden - at snurre i hullet eller trække igennem under belastning - er ofte ikke synlig, før leddet er testet eller fejler i drift.
Blindnittemøtrikker optræder på tværs af en usædvanlig bred vifte af industrier og applikationer, forenet af det fælles krav om en stærk gevindforbindelse på et sted, hvor kun den ene side af grundmaterialet er tilgængelig. Forståelse af de specifikke krav i hver applikationssammenhæng hjælper med at vælge den korrekte rivnut-variant - materiale, hovedstil, kropsprofil og gevindstørrelse - for pålidelig ydeevne i løbet af produktets levetid.
Karosseripaneler, dørkarme, instrumentpanelholdere, batterikabinetter i elektriske køretøjer og trailerkarosserier bruger i vid udstrækning blindnittemøtrikker til at fastgøre beslag, trimstykker, kabelstyringshardware og mekaniske komponenter til tynde metalplader, der ikke kan svejses efter maling, eller som skal acceptere og frigøre komponenter gentagne gange i løbet af køretøjets levetid. Stål og rustfrit stål rivmøtrikker i M5-M10 størrelser er mest almindelige i automotive karosseri applikationer, med aluminium rivnuts brugt i aluminium-intensive køretøjsstrukturer for at undgå galvaniske korrosionsproblemer. De høje produktionsvolumener i bilfremstilling favoriserer pneumatiske og robotiske indstillingsværktøjer, der leverer ensartet installationskvalitet med hastigheder på hundredvis af rivnuts i timen.
Elektriske kabinetter, serverreoler, kontrolpaneler og elektroniske enhedshuse bruger blinde nittemøtrikker til at give fastgørelsespunkter til DIN-skinner, kabelbakkebeslag, komponentmonteringsplader og hængslede døre i tynde stål- eller aluminiumskabspaneler. I disse applikationer tjener rivemøtrikken ofte som en fastspændt møtrik-erstatning - hvilket eliminerer behovet for en separat løs møtrik på den utilgængelige indvendige side af kabinetpanelet. Messing rivnuts foretrækkes i applikationer, der involverer PCB-montering eller følsom elektronik, hvor ståls magnetiske egenskaber kan forstyrre komponenter, og hvor messing giver både korrosionsbestandighed og fremragende gevindkvalitet til de fine skruer, der er almindelige i elektronikmontage.
Indvendige paneler til fly, flyelektronikudstyrsbåse, helikopter-halebomme og UAV-flyskrog bruger blinde nittemøtrikker i aluminium og rustfrit stål til at give gevindfastgørelsespunkter i tyndvæggede aluminiumsskind og kompositpaneler, hvor nitning ikke ville give gevindindgreb, og svejsning er enten upraktisk eller uacceptabel. Luftfartsapplikationer specificerer rivnuts til NAS (National Aerospace Standard) eller NASM-specifikationer med strengere dimensionelle tolerancer og testkrav end kommercielle katalogprodukter. Varianter med forsænket hoved er standard i aerodynamiske overfladeapplikationer for at opretholde en jævn luftstrøm over paneloverfladen.
Stål- og aluminiumsrørformede møbelrammer, udstillingshylder, skillesystemer og arkitektoniske beklædningspaneler bruger blindnittemøtrikker til at fastgøre hardware, forbindelsesbeslag, nivelleringsfødder og strukturelle forbindelser til hule eller tyndvæggede sektioner, hvor gevindskæring af grundmaterialet ville være utilstrækkeligt, og svejsning er upraktisk efter pulverlakering eller anodisering. Muligheden for at installere rivmøtrikker efter overfladebehandling er en betydelig fremstillingsfordel - dele kan efterbehandles først og derefter monteres med rivmøtrikker uden at beskadige overfladen, i modsætning til svejsede møtrikker, som skal installeres før efterbehandling og beskyttes under belægningsprocessen.
Selv med korrekte produktspecifikationer fejler installationer af blindnittemøtrikker, når procesvariabler ikke er kontrolleret. Følgende problemer tegner sig for størstedelen af feltfejl og afvisninger af produktionskvalitet, og hver har en klar årsag og forebyggelsesforanstaltning.






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved
